

 全屋石材定制设备解决方案
全屋石材定制设备解决方案

服务热线
18653576781
全屋石材定制设备解决方案
18653576781

 网站首页 > 石英石橱柜台面加工操作工序(中)
网站首页 > 石英石橱柜台面加工操作工序(中) 接上期内容
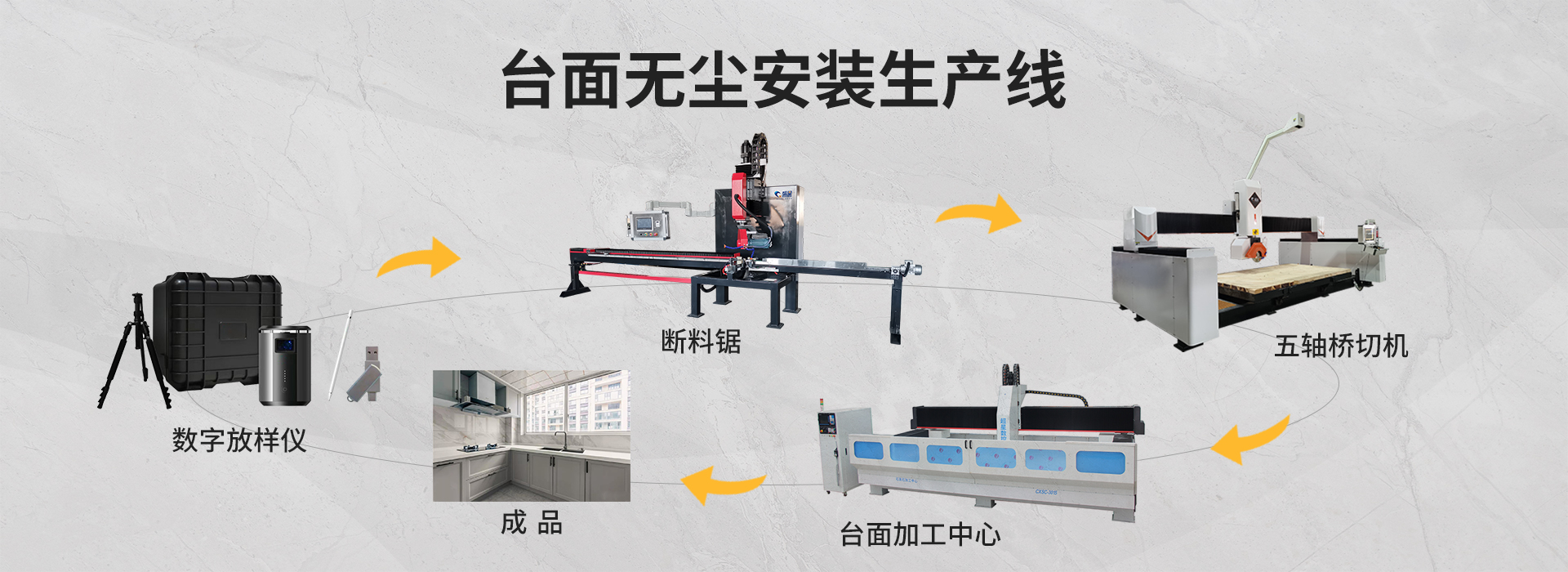
边形加工
1、对上道工序传来的产品需要质检,对不合格的产品应予拒收。
2、边形的加工包含背墙边、直边、斜边、前缘边、异型边等所有的水磨边,要求达到接近原厂的表面光度。
3、背墙、斜边、前缘边等直形边先使用磨边打出形状,如使用手工磨边形,需要保证其线性偏差在0.5mm以内,严格依照制度之标准制作。
4、水磨时保持板边固有的形状,水磨只起抛光作用,而不能改变其形状。
5、磨边使用从50、100、150、300、500、800、1000、1500、2000、3000#,水磨片需要保证每一道水磨,打每一道水磨完成彻底打到位,标准可以用50#、150#、1000#、1500#、200#、3000#的六道水磨,打水磨时要给足够的水,以防止细磨时烧黑表面,磨机的转速为4000r.p.m。
6、打水磨时,台面底部需要平直,多块台面的高度应一致,防止两边与中间高度不平。
必要时使用细砂纸进行细微处的抛光打磨。
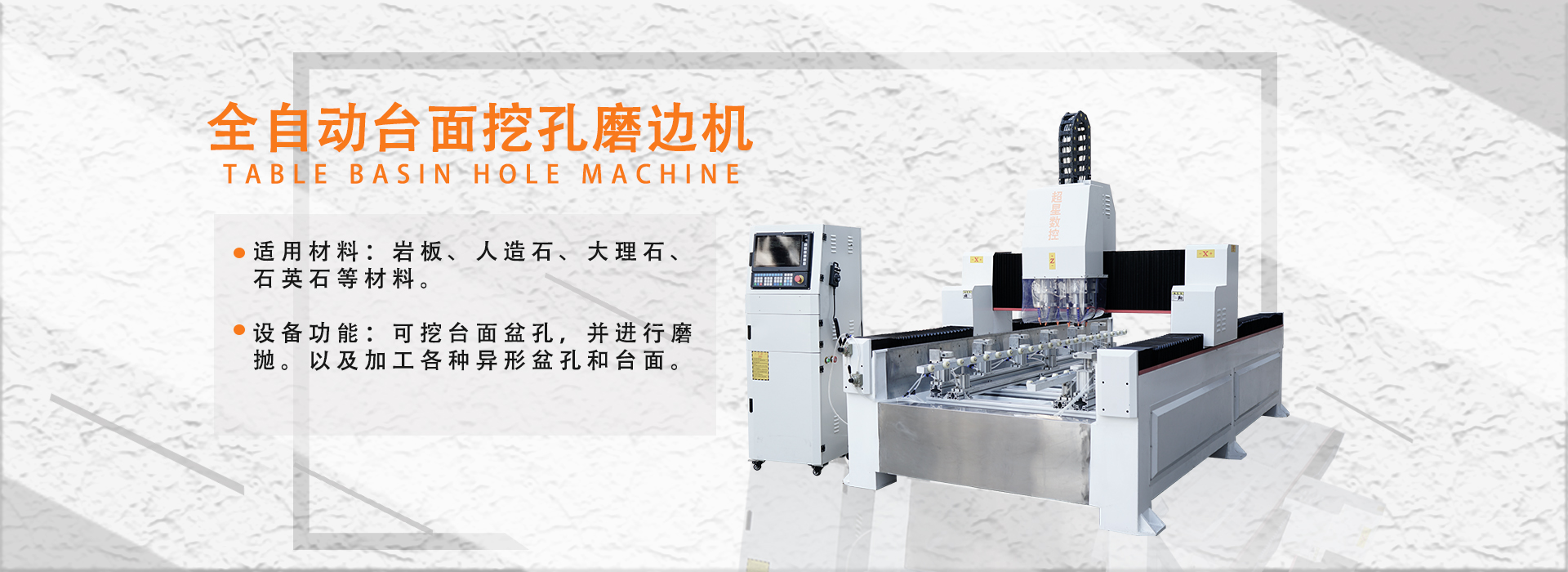
开孔,开槽
任何开孔划好线定位后需要经组长审核确认后方可下刀。所有操作须配合冷却水。
1、对上道工序传来的产品需要质检,对不合格的产品应予拒收。
2、开孔前划线前先读懂图纸尺寸,特别注意因分段和块台面组合与中心线或边线的关系,不要混淆中线和边线。
3、开孔需要在大面承托的木制工作台上进行,严禁悬空作业,以防因脱落导致裂纹。
4、准备水龙头及煤气孔模板,使用手电钻,安装金钢石钻头,将木材模孔固定在台面上,沿木模孔慢慢钻下即可。
5、水槽及面盆开孔
① 台上盆四边留2mm的缝隙。
② 在板上划好线后,为避免切割线的延展及角落出现裂纹,需要在开孔角上钻75px以上的洞,然后使用手切机沿孔内侧切割,并于转角处保留尽可能大的圆角。(背墙可遮掩)
6、炉的开孔
① 保证75px以上炉体下垂的周边与炉孔周边的缝隙。
② 在板上划好线后,为避免切割线的延展及角落出现裂纹,
需要在开孔角上钻75px以上的洞,然后使用手切机沿孔内侧切割,并于转角处保留尽可能大的圆角。(背墙可遮掩)
7、使用弧形石英石条于孔的四角加固。
8、使用25mm宽的石条在孔的四周加固。
9、所有台上水槽孔、面盆孔、炉孔位需要打三道水磨,即50#、150#、500#,保证开孔边平顺无裂齿。
本期先介绍到这里,下期继续为大家介绍!
上一篇:石英石橱柜台面加工操作工序(上)
下一篇:石英石橱柜台面加工操作工序(下)